

北京聚能伟业科技有限公司管道事业部
北京聚能伟业科技有限公司致力于高性能碳纤维、芳纶纤维复合材料的开发生产和应用,公司生产的管道补强修复用的双向碳纤维布和芳纶纤维布为油气储运、炼油、化工、发电、钢铁冶炼、核电等领域的企业,提供全套的工程解决方案和服务。
北京聚能伟业科技有限公司提供的服务内容有:压力管道碳纤维复合材料补强、压力容器碳纤维复合材料补强、钢结构碳纤维复合材料补强等。 碳纤维芳纶纤维复合材料修复技术包括
1、石化炼油厂管道泄漏点,采用临时止漏措施后,使用碳纤维+环氧树脂复合材料修复补强,避免停产损失,确保了炼油生产安全进行。
2、燃油输油管道弯头裂纹修复,采用高强环氧修补剂、环氧树脂、碳纤维布复合维修补强,保证管道正常运转,避免损失。
3、作业平台垂直管道加固维修,采用了碳纤维复合材料维修,效果更好。
4、提高压力管道等级加固采用碳纤维复合材料补强技术。 碳纤维复合修补技术还可以应用于管道壁减薄、机挖掘导致管体损坏、油储罐漏点等维修,避免了停产,使设备得以安全运行,创造了巨大的经济效益。
凯夫拉带/碳纤维带管道堵漏补强复合工艺操作说明
凯夫拉带/碳纤维带管道堵漏补强复合工艺操作说明
纤维复合材料管道修复加固技术,施工简单快捷。短时间内修复补强,达到原有管道的设计要求,操作灵活,满足各种缺陷快速修复,施工操作工艺如下:
一、数据收集、方案设计
依据ISO24817或ASME-PCC国际标准,管道修复前对原有管道的数据采集,依据相关标准和软件设计技术,确定技术方案。
1、数据采集内容包括:管道外径、管道壁厚、钢种等级、管道运行压力、管道设计压力、运行温度、防腐层类型、管道位置、缺陷位置、缺陷类型、缺陷长度、缺陷宽度、缺陷深度、泄漏直径、流体类型、管道运行年限、拟使用年限及其他信息等信息。
2、方案设计:堵漏方案和复合材料修复补强方案。
二、修复部位处理(清理防腐层、管道打磨)
确定好修复方案并现场确认后,对修复部位的管道进行处理,达到SA2.5级以上,使管道表面存在的任何缺陷包括焊渣、不合要求的外接物、焊缝缺陷(错边、未融合、噘嘴等)、腐蚀损伤、机械损伤、变形等均应按要求进行处理或修复。粗糙的焊缝和尖锐凸起均应打磨平滑。腐蚀坑内残留的旧涂层或腐蚀产物应彻底清理,修复部位两端应留有100mm的延生。
三、补强点修复找平
用专用的修补剂,按A/B组分的配比要求,称量后均匀混合后使用,使缺陷部位完全覆盖修补剂,并使修补点填实、修整平滑或留有弧度和边坡。
四、调配涂抹树脂,纤维带缠绕修复
修补剂固化后按树脂A/B组分的配比要求,准确称量主剂和固化剂,搅拌均匀后,用毛刷或滚筒涂刷在管道表面。配胶时应注意用量,并在半小时内用完(25℃),以免固化后不能使用。
缠绕补强凯夫拉带和碳纤维带时,应将树脂充分浸透并拉紧缠绕,按设计要求缠绕的层数和宽度,拉紧纤维补强带,缠绕每一层的第一圈和最后一圈时应当径向缠绕一周,中间部分按照50%搭接缠绕;前一条补强带中断需要续接时,后一条补强带应当覆盖前一条补强带的半圈;弯头部位的缠绕距离和搭接长度以弯头外弧为准。缠绕至弯头部位时,应当对准弯头的圆心点施力。
五、表面处理及回填
表面树脂固化,需要养护3天,使其充分的干燥固化后对修复不强点进行检验,复合设计要求后方可进行,
防腐保温施工,开挖管道方可回填,保护好环境
撕裂强度测试(四)
撕裂强度测试(四)
9. 测试报告:
9.1 记录参考标准。
9.2 详细描述测试样品。
9.3 详细测试试片的类型和厚度。
9.4 记录测试样品的最终撕裂强度值,精确到1 N/mm。对于测试样品采用“T”型试片和“CP”型试片的,则应分方向记录测试样品的最终撕裂强度值,精确到1 N/mm并注明其拉力曲线图形分析法和取值方式。
9.5 记录调控环境的温湿度,调控时间,测试环境,测试日期和操作人等。
9.6 若与本方法有任何偏差,则记录之。
10. 备注:
10.1 测试样品的撕裂强度值与测试试样的形式、其拉伸速度及其试验温度有关。对于硫化橡胶测试样品,还对压延效应敏感。
10.2 拉力曲线图形的分析:
10.2.1对于“A”型试片、“B”型试片和“C”型试片,其力的曲线波动形式一般是由小到大,达到最大力后由大到小,直到撕裂完成后终止。
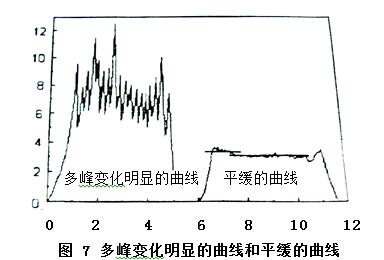
10.2.2 对于“T”型试片和“CP”型试片,其力的曲线波动形式一般是锯齿状波峰波谷变化的过程,其主要有两种形式,见图 7所示。对于多峰变化明显的曲线,其图形表现形式就是撕裂力值增加与减少不断地发生变化,随着测试试片材料受到一定的张力,即撕裂力后产生撕裂,出现波峰值,接着其张力减少,撕裂长度增加,回复一段距离后,其撕裂力又不断地升高,撕裂的最低值即为波谷值,如此不断的更替,形成多峰变化明显的曲线。对于平缓的曲线,其图形表现形式就是撕裂过程从开始至结束,其撕裂力波动不明显,只有几个很小的波动。
10.2.3 拉力曲线峰值的分析:
⑴ 拉力曲线峰值平均值的定义:所有峰值力的总和除以所有峰值的个数即为峰值的平均值。
⑵ 对于任何完整的力值曲线,单个峰值如果偏离其平均峰值的20 %,则应舍去,尔后再重新计算峰值的平均值再进行比较进行取舍。
⑶ 整个拉力曲线中,在最初的和最后的曲线中,出现短暂重复的锯齿状曲线是正常的表示。在曲线中,峰值大小是易变的,一些峰值会特别的高或低,尤其是撕裂在开始和结束时。
10.2.4 拉力曲线谷值的分析:
⑴ 拉力曲线谷值平均值的定义:所有谷值力的总和除以所有谷值的个数即为谷值的平均值。
⑵ 对于任何完整的力值曲线,单个谷值如果偏离其平均谷值的20 %,则应舍去,尔后再重新计算谷值的平均值再进行比较进行取舍。
⑶ 相对峰值而言,谷值是测试试片材料被撕裂后其所需张力缓和时产生的现象,其图形形式是曲线从一个不明显的斜面递增到一个明显的斜面。
10.2.5 拉力曲线平均值的分析:取其峰值和谷值的平均值进行算术平均,即为整个数据的平均值。
10.2.6 拉力曲线整体分析:测量交替区域的整个范围的曲线值称为整体分析。
10.2.7 拉力曲线手动分析:用来计算中间值的平均值。对于多峰变化明显的曲线,用一条水平线定位其中值,最小值和第一个峰值,沿这条线向前移动,可数出峰值的个数。对于平滑的撕裂曲线,在曲线中直接找出其中值。
撕裂强度测试(三)
8. 测试程序:
8.1 打开拉力试验机电源,选定测试程序和输入测试编号,根据测试试片的类型,设定拉力试验机夹具的分开速度,对于“A”型试片、“B”型试片和“C”型试片,拉力试验机夹具的分开速度为(500±50) mm/min.。对于“T”型试片和“CP”型试片,拉力试验机夹具的分开速度为(50±5) mm/min.。
8.2 取出1个鞋底测试试片,用精确到0.01 mm的标准厚度计测量其厚度值,其最终厚度值记为Ti,精确到0.01 mm,其具体测法是:
⑴ 对于“A”型试片、“B”型试片和“C”型试片,在测试试片宽向的中心位置测量3个点的厚度,其中1个点必须要包括刻痕或顶点处,记录其测试结果值的中间值作为最终的厚度值Ti 。
⑵ 对于“T”型试片,沿测试试片的长向在头尾及中间3个点测量其厚度,记录其测试结果值的中间值作为最终的厚度值Ti 。
⑶ 对于“CP”型试片,测试其凹槽的厚度。有两种测量方法,第一种方法是测量其凹槽的整个厚度,测量3个点后取算术平均值,再减去3.60 mm就为凹槽的厚度值;第二种方法是用一个带刻度线的双孔显微镜测量凹槽的厚度,记录其所有测试结果的算术平均值。
相比而言,用第二种方法更精确,但两种方法都允许有5 %的误差。
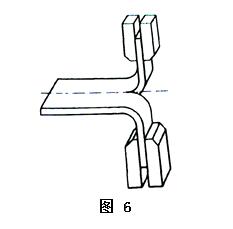
8.3 调整拉力试验机两夹具之间的距离,使之符合测试试片的夹持距离要求,同时要保证两夹具呈水平状态,尔后将拉力试验机的初始荷重归零,之后将测试试片对称地固定在拉力试验机的上下夹具并牢牢夹紧,图6所示为夹紧的“T”型试片。
8.4点击拉力试验机“开始测试”图标开始测试,直到测试试片完全撕裂,停止测试,取下测试试片,分析所获得拉力曲线图形并记录其测试结果值,其最终拉力值记为Fi,精确到1 N。对于“A”型试片、“B”型试片和“C”型试片,记录其最大力量作为最终的拉力值Fi。对于“T”型试片和“CP”型试片,根据所获得拉力曲线图形和撕裂类型,有选择性地记录其峰值,或峰值的算术平均值,或峰值的中值,或峰值和谷值的算术平均值,或整个撕裂力的算术平均值作为最终的拉力值Fi。
8.5 计算测试试片的撕裂强度值Si,精确到1 N/mm,其计算见式 1。
 式 1
式 1
8.6 重复8.2至8.5的操作,测试余下的4个测试试片,得到5个测试试片的撕裂强度值,取其5个测试试片的撕裂强度值的中间值作为测试样品的最终撕裂强度值。对于“T”型试片和“CP”型试片,还需测试另一方向的5个测试试片,得到另一方向的5个测试试片的撕裂强度值,同样地,取其5个测试试片的撕裂强度值的中间值作为测试样品另一方向的最终撕裂强度值。
撕裂强度测试(二)
7. 试样准备:
7.1 将测试样品放入温度为(23±2)℃,相对湿度为(50±2)%的标准环境里调控至少16小时。
7.2 取出调控好的测试样品,用锋利介刀顺着测试鞋底纵向上切取5块足够大的测试试样,如果测试试样上下表面具有齿纹,则用锋利介刀将之割平,尔后用研磨机将测试试样上下表面磨平且磨至测试试片类型所需要的厚度(2.3±1.0) mm,之后将测试试样放入温度为(23±2)℃,相对湿度为(50±2)% 的标准环境里调控24小时,如果测试试样不受湿度影响,则调控时间可缩短至3小时。
7.3 将调控好的5个测试试样放在裁断机的底台上,根据所选用的测试试片的类型 (“A”、“B”、“C”、“T”或“CP”型),选用其专用裁刀顺着测试试样的长向裁取5个测试试片。注意,如果测试试片类型选用“T”或“CP”型时,则测试试片准备除准备3个鞋底纵向测试试片外,还需要在鞋底横向上再取5个鞋底横向测试试片。
7.4 各种测试试片类型的有关说明:
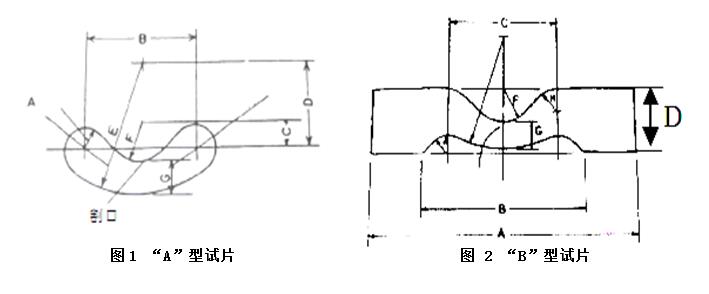
7.4.1 “A”型试片: 形如新月,主针对不够取其它测试试片的小鞋底材料,见图1所示,各尺寸要求见表 1所示。
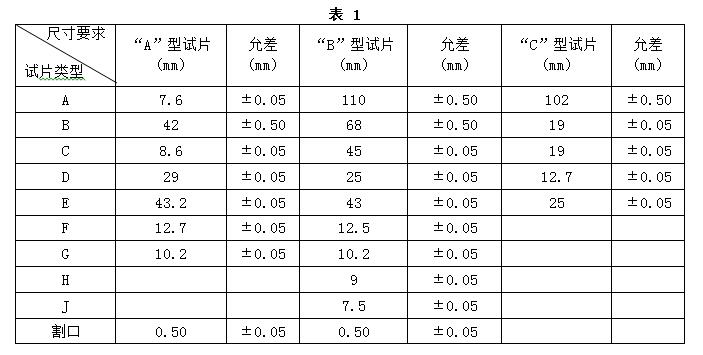
7.4.2 “B”型试片: 与“A”型试片大致相似,但突出两端,见图2所示,各尺寸要求见表 1所示。
7.4.3 “C”型试片: 为无割口的直角型试片,正中间有一个90º角,两端突出,见图 3所示,各尺寸要求见表1所示。
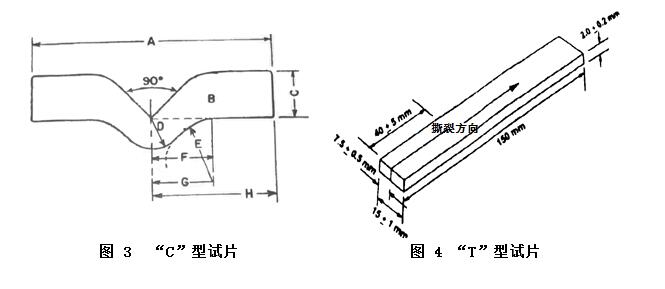
7.4.4 “T”型试片: 为裤型试片,中间有一个(40±5) mm的割口,其形状
和尺寸见图4所示。
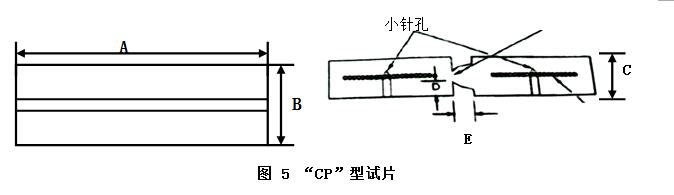
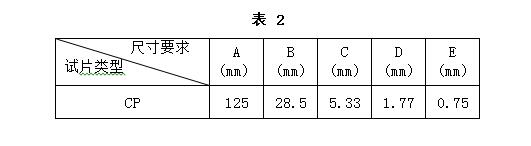
7.4.5 “CP”型试片: 在“T”型试片基础上进行改良后的试片,其长度(60±5)
mm的切口沿着凹槽,见图5所示,前为局部图形,后为完整图形,其具体尺寸要
求见表 2所示。
撕裂强度测试(一)
撕裂强度测试(一)
1. 测试目的:测定加硫橡胶或弹性热塑性塑料鞋底的撕裂强度。
2. 适用范围:适用于所有加硫橡胶和弹性热塑性塑料鞋底,也适用于相类似的材料。
3. 参考文献:
3.1 ASTM D 624-00 Standard Test Method for Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers。
3.2 ISO 34-1:2004(E) Rubber, vulcanized or thermoplastic——Determination of tear strength——Part 1: Trousers, angle and crescent test pieces。
4. 测试原理:将测试试片夹于拉力试验机的上下夹具内,通过拉力试验机以一恒定的速率给测试试片持续施力,使测试试片沿着其缺口或其宽度方向撕裂,得到撕裂测试试片所需要的拉力值,平均值以及中值,根据测试试片的类型和撕裂类型,选取撕裂测试试片所需要的拉力值,或平均值,或中值除以测试试片的厚度值,即为测试试片的撕裂强度。
5. 测试仪器:
5.1 拉力试验机:其性能要求如下:
⑴ 感应元荷重范围0—2 000 N,精确率为±2 %;
⑵ 上下夹具表面平坦,表面具有锁定的凹突纹设计;
⑶ 具有“力—位移”测试程序和自动记忆功能;
⑷ 上下夹具的分开速度可调,可调至为(50±5) mm/min.,(500±50) mm/min.等;
⑸ 具有负载和位移保护系统。
5.2 锋利介刀。
5.3 研磨机。
5.4 各种规格形状的专用裁刀:其要求如下:
⑴ 其内表面应垂直;
⑵ 转角处刀刃应锋利无比,无缺口且无任何变形;
⑶ 嵌装组成的裁刀,其嵌装结合点应距90º顶角至少25 mm;
⑷ 要经常校正且要有文件的形式记录校正的数据。
5.5 精确到0.01 mm的标准厚度计:其圆形压脚直径为(6±4) mm,可对测试试样施加(22±5) kPa的压强。
6. 测试环境:
6.1 在温度为(23±2)℃,相对湿度为(50±5)%的标准环境里测试。
碳纤维复合材料管道维修补强
管道在服役过程中,不可避免地会由于腐蚀、疲劳和机械损伤等方式造成管道缺陷,降低管道最大安全操作压力和可靠性。实践证明,对管道进行检测-评估-维修补强是保证管道完整性的一个有效的方式。利用内检测或外检测技术,对防腐层和管体的缺陷和损伤,评估其弹塑性力学、断裂力学和损伤力学的模型、评价缺陷管道的剩余强度,并结合缺陷长大动力学规律,预测含缺陷管道的剩余寿命。
管道的维修补强技术是保证管道完整性和延长管道使用寿命的重要手段。对于管道维修补强技术研究和开发也是节约社会资源的有效方式,管道维修补强的方法大致可以归结为三大类型和八小类型:
(1) 焊接类型:
(a)堆焊;(b)打补丁;(c)打套桶;
(2) 夹具类型:
(d)普通夹具;(e)夹具注环氧;
(3) 纤维复合材料类型:
(f)玻璃纤维复合材料修复;(g)碳纤维复合材料修复;芳纶纤维复合材料修复。
S高强玻璃纤维补强剖面
高强S玻璃纤维复合材料维修补强,将S玻璃纤维布粘贴在构件表面,使纤维复合材料层和原有构件形成一个整体,两者共同工作,提高修复构件的(抗弯、抗剪、膨胀应力)承载能力,达到和提高构件的使用要求。

S高强玻璃纤维管道补强剖面图,S高强玻璃纤维经管道缠绕。玻璃纤维在与环氧树脂复合,充分固化,高强玻璃纤维及树脂均匀混合,形成均值的玻璃纤维复合体,高强玻璃钢管体弹性模量及抗碰撞、膨胀力上表现突出,使高强玻璃纤维管道在线补强成为方便实用的新型补强方式。

高强S玻璃纤维布维修补强技术特点:
a、强度高(强度比普通E-glass高很多),效果好;
b、加固后能大大提高结构的耐腐蚀性及耐久性;
c、自重轻,基本不增加结构自重;柔性好,易于裁剪;
d、施工简便(不需大型施工机构),易于操作,经济性好;
e、施工工期短。
“洪荒之力”拉扯碳纤维会怎么样?
“洪荒之力”是地球形成之初的各种力量混合体,确实强大。“洪荒之”力用什么材料能承受如此强大之力,推荐高强度碳纤维。碳纤维高强度、高模量,是钢的7-9倍,抗拉弹性模量为23000-43000Mpa,,抗拉强度为4900MPa ,比钢还高。
碳纤维参数:
|
拉伸强度 |
4900 Mpa |
|
拉伸模量 |
240 Gpa |
|
伸 长 率 |
2.0 % |
|
密 度 |
1.80 g/㎝3 |
|
直 径 |
7μm |
以T700 12k 碳纤维 单根丝理论承受的拉力为:
公式为:F=P*S
式中:F—拉应力(N);
P—抗拉强度N/mm2(MPa)
S—纤维横截面积(mm²)。
直径为1m的圆形碳纤维丝束,理论承受的拉力为:3.85*109 N
即:3.85*108 千克=3.85*105吨 =38500000(3850万吨)
如果要拉动“洪荒之力”还需要再增加碳纤维丝束的数量。

碳纤维复合材料的抗疲劳性能极佳。碳纤维能有效阻止疲劳裂纹扩展、断裂。有很高的弹性模量,疲劳强度极限比金属材料和其他非金属材料高很多。
用碳纤维来承受“洪荒之力”的拉力,理论上还是可以实现的。
(作者:http://www.pipefiber.com)
碳纤维生产中环氧树脂重要性
“碳纤维布”: 黑色,纤维布状,柔软。是目前公认的高强轻质材料,广泛应用于汽车、飞机自行车、高尔夫球乐器箱包、装饰品等等方面,均可见碳纤维的身影。碳纤维在结构方面的应用日益广泛,包括建筑业、油气管道、化工管道、容器管体,抢修、维修、补强、加固等。但由于碳纤维复合材料制备工艺的复杂性和产品多样化,生产中可能存在的缺陷,目前碳纤维应用还需要进一步完善和推广。

但碳纤维具有非常卓越的性能。在同等尺寸大小下,碳纤维抗拉强度往往比金属更强,密度更小,常被用于车体和喷射式涡轮中。碳纤维的抗拉强度;是钢的4倍,铝的8倍。而它抗弯曲的能力也比钢材和铝材大得多,质量只有同体积钢的三分之一。碳纤维的优异性能,尤其碳纤维复合材料的硬度和刚度,取决于生产时选择的胶或环氧树脂。

碳纤维复合材料固化过程是在应用过程中非常重要的一环,在碳纤维制品及修复补强中,不同温度、湿度、压力都会影响产品质量,选择合适的树脂更为重要;选择不同的碳纤维布的排列方式,不同纹理,恰当的环氧树脂,合适的成型工艺。满足不同环境的使用要求,碳纤维的应用会有更大的前景。